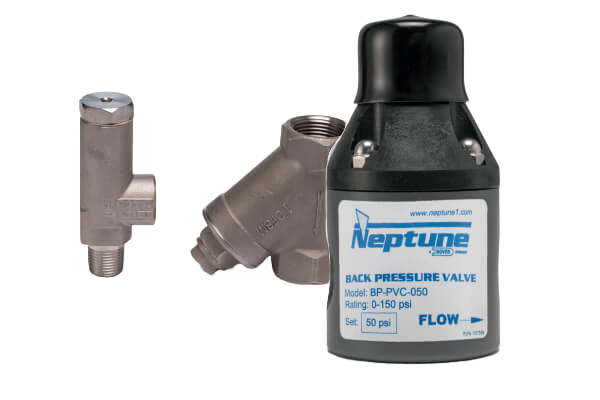
Discover precision in every dose with Neptune Chemical Pump's cutting-edge solutions, ensuring accurate chemical injection and efficient water treatment.
At Metex, we advise our customers and strive to provide each of them
with high quality products, customized system solutions, and access to
technical experts. We pride ourselves on offering helpful infield solutions
designed with their specific needs in mind. Our stellar products and in-
depth understanding of them are why our customers look to Metex.